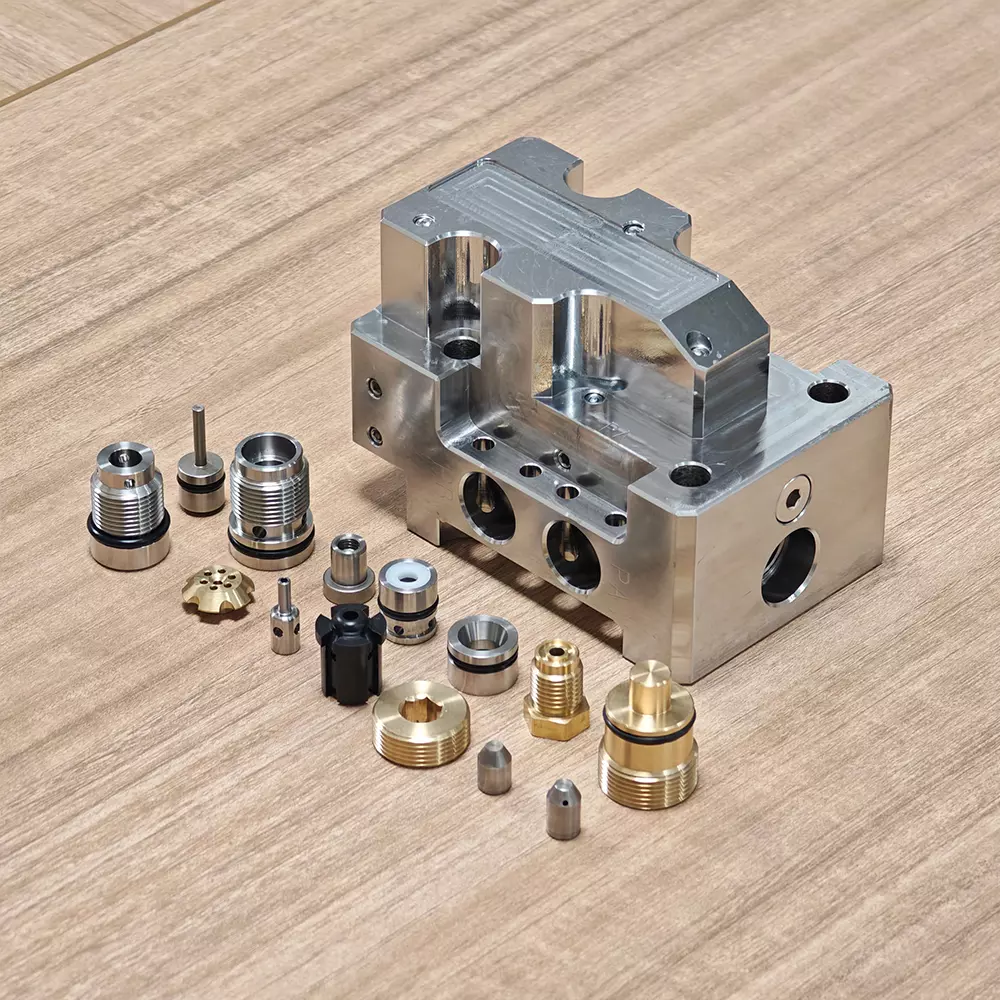
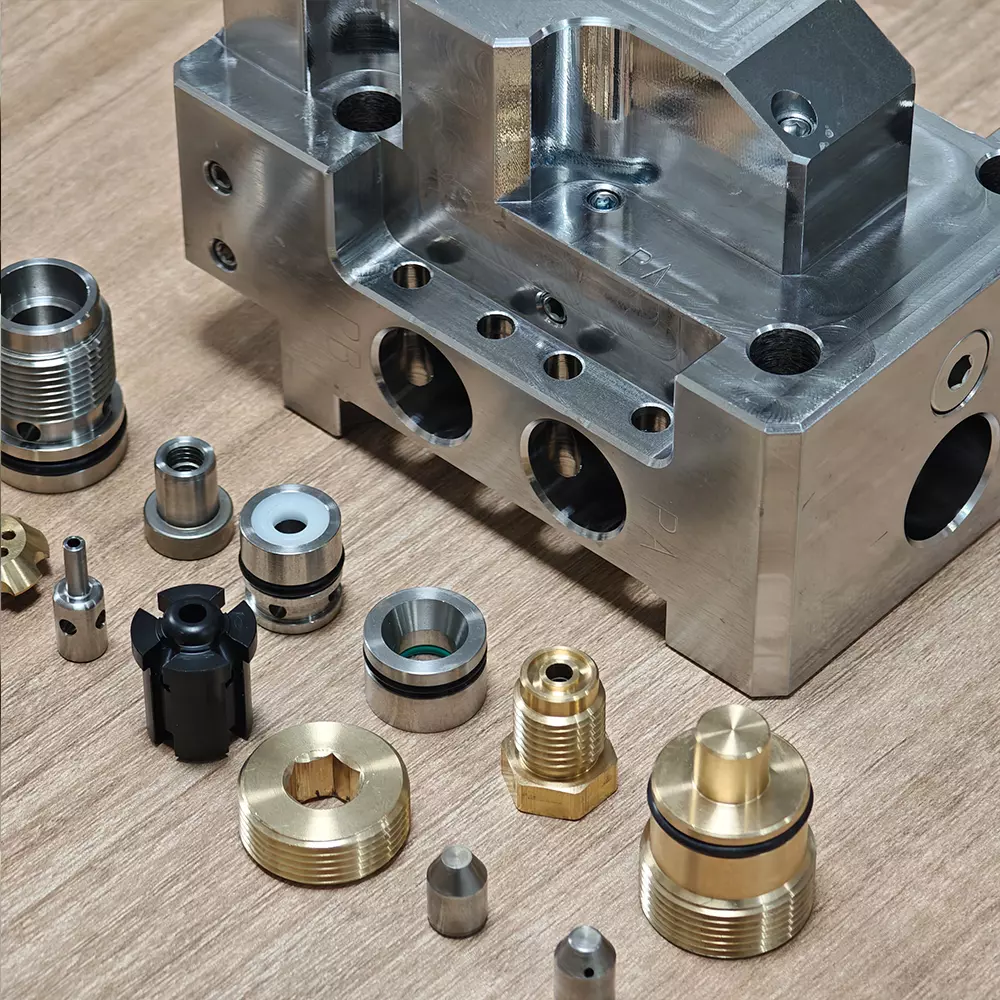

เครื่องจักรกลซีเอ็นซีที่มีความแม่นยำแบบกำหนดเองบล็อกท่อร่วมวาล์วไฮดรอลิกแรงดันสูงสำหรับการขุด
สินค้า
ข่าวล่าสุด
คุณภาพเกิดจากฝีมืออันเข้มงวด
วาล์วควบคุมไฮดรอลิกในฐานะ "หัวใจ" ของระบบไฮดรอลิก ประสิทธิภาพของวาล์วจะกำหนดความแม่นยำในการปฏิบัติงานและความเสถียรของเครื่องจักรก่อสร้าง อุปกรณ์อัตโนมัติทางอุตสาหกรรม และอุปกรณ์อื่นๆ โดยตรง อาศัยความได้เปรียบของคลัสเตอร์การผลิตเครื่องจักรกลที่มีความแม่นยำระดับโลกในตงกวน และปฏิบัติตามมาตรฐานการผลิตระดับสากลชั้นนำ เราได้สร้างกระบวนการที่สมบูรณ์และมีคุณภาพสูง-ระบบการผลิตที่มีความแม่นยำตั้งแต่การเลือกวัตถุดิบไปจนถึงการส่งมอบผลิตภัณฑ์ ทำให้มั่นใจได้ว่าวาล์วควบคุมไฮดรอลิกแต่ละตัวสามารถทำงานได้อย่างเสถียรและเชื่อถือได้ภายใต้สภาวะที่รุนแรง
การจัดซื้อวัตถุดิบและเบื้องต้น-การบำบัด: การสร้างรากฐานที่มั่นคงเพื่อคุณภาพ
1. เกณฑ์การคัดเลือกวัสดุที่เข้มงวด เราจับคู่วัตถุดิบอย่างแม่นยำตามสถานการณ์การใช้งานและข้อกำหนดด้านประสิทธิภาพของวาล์วควบคุมไฮดรอลิก: เลือกวัสดุสแตนเลส 430F หรือเหล็กดัดเพื่อให้แน่ใจว่าตัววาล์วมีความแข็งแรงสูงและมีความหนาแน่นสูง สามารถทนต่อแรงกดดันที่สูงกว่า 700 บาร์
แกนวาล์วและปลอกวาล์ว: ใช้สเตนเลส เหล็กอัลลอยด์ ฯลฯ ในการสึกหรอ-ทนทานและการกัดกร่อน-วัสดุที่ทนทานเพื่อให้แน่ใจว่าแกนวาล์วสามารถเคลื่อนที่ได้อย่างยืดหยุ่นภายในรูตัววาล์วเป็นเวลานานโดยควบคุมระยะห่างอย่างเข้มงวดภายใน 0.005 - 0.035มม. ส่วนประกอบซีล: ใช้นำเข้าสูง-ยางสมรรถนะสูงและวัสดุคอมโพสิต สามารถปรับให้เข้ากับช่วงอุณหภูมิที่สูงมากได้ -50 ℃ ถึง +100 ℃ ทำให้มั่นใจได้ว่าเป็นศูนย์-ประสิทธิภาพการปิดผนึกการรั่วไหล
2. ละเอียดก่อน-การรักษา การประเมินซัพพลายเออร์และการตรวจสอบคลังสินค้า: สร้างระบบการประเมินซัพพลายเออร์ทั่วโลกและร่วมมือกับระดับสูงเท่านั้น-ซัพพลายเออร์คุณภาพที่ผ่านการรับรอง ISO9001 หลังจากที่วัตถุดิบแต่ละชุดมาถึง จะมีการใช้วิธีการต่างๆ เช่น การวิเคราะห์สเปกโทรสโกปี การทดสอบความแข็ง และการตรวจสอบทางโลหะวิทยา เพื่อให้แน่ใจว่าองค์ประกอบและประสิทธิภาพของวัสดุเป็นไปตามมาตรฐานสากล
3. การรักษาความชราและการตรวจจับข้อบกพร่อง: สำหรับเหล็กหล่อและช่องว่างของเหล็กกล้า การรักษาความชราจะดำเนินการก่อนการแปรรูปเพื่อขจัดความเครียดภายในและป้องกันการเสียรูปในกระบวนการผลิตในภายหลัง ในเวลาเดียวกัน เทคโนโลยีการตรวจจับข้อบกพร่องล้ำเสียงและการตรวจจับข้อบกพร่องของอนุภาคแม่เหล็กถูกนำมาใช้เพื่อตรวจจับข้อบกพร่องภายในของวัสดุอย่างแม่นยำ และป้องกันไม่ให้วัตถุดิบที่ต่ำกว่ามาตรฐานไหลเข้าสู่สายการผลิต

เทคโนโลยีการประมวลผลที่แม่นยำ: ไมโครมิเตอร์-การควบคุมความแม่นยำระดับ
1. การประมวลผลตัววาล์ว: รับประกันความแข็งแกร่งและประสิทธิภาพการปิดผนึกสูง ใช้ไฟฟ้า-ตัวอย่างวาล์วไฮดรอลิกวาล์วทิศทางเราใช้เครื่องแมชชีนนิ่งเซ็นเตอร์แนวนอนสำหรับการประมวลผลอัตโนมัติเต็มรูปแบบและการไหลของกระบวนการมีดังนี้:
-การกัดหยาบและการคว้านละเอียด: กัดระนาบต่างๆ ของตัววาล์วโดยประมาณ โดยเหลือ 0.2 - ค่าเผื่อการตัดเฉือน 0.4 มม. จากนั้นเจาะรูหลักอย่างละเอียดเพื่อให้แน่ใจว่าความคลาดเคลื่อนของเส้นผ่านศูนย์กลางรูถูกควบคุมภายในระดับ IT7 และความขรุขระของพื้นผิว Ra ≤ 0.8μม.
-การประมวลผลร่อง: ใช้ห้า-ศูนย์เครื่องจักรกลแกนเพื่อดำเนินการเจาะและกัดช่องการไหลที่ซับซ้อนภายในตัววาล์วให้เสร็จสิ้น การควบคุมตำแหน่งและข้อผิดพลาดโคแอกเซียลของรูอย่างเคร่งครัด ≤ 0.01 มม. จึงช่วยลดการสูญเสียความต้านทานการไหลของของไหล
-การเจียรและการขัดเงา: ทำการเจียรบนรูหลักเพื่อให้ได้ความหยาบผิวของ Ra ≤ 0.2μm ช่วยให้มั่นใจในความแม่นยำในการผสมพันธุ์ของแกนวาล์วและตัววาล์ว และลดความเสี่ยงของการรั่วไหลภายใน
2. การประมวลผลแกนวาล์วและปลอกวาล์ว: สูง-ชิ้นส่วนผสมพันธุ์ที่มีความแม่นยำผลิตแกนวาล์วและปลอกวาล์วเป็นส่วนประกอบการทำงานหลักของวาล์วควบคุมไฮดรอลิก ความแม่นยำในการประมวลผลส่งผลโดยตรงต่อความเร็วในการตอบสนองและความแม่นยำในการควบคุมของวาล์ว:
-การกลึงที่แม่นยำ: ใช้เครื่องกลึง CNC เพื่อดำเนินการหลายอย่าง-กระบวนการเปิดแกนวาล์ว โดยควบคุมความคลาดเคลื่อนเส้นผ่านศูนย์กลางภายนอกภายใน 0.002 มม. และข้อผิดพลาดของทรงกระบอก ≤ 0.001มม.
-การเจียรและขัดเงา: บรรลุผลสูง-การเจียรพื้นผิวแกนวาล์วอย่างแม่นยำผ่านเครื่องเจียรทรงกระบอกภายนอก โดยมีความหยาบผิว Ra ≤ 0.1μม.; พื้นผิวการผสมพันธุ์ที่สำคัญใช้เทคโนโลยีการขัดด้วยมือเพื่อปรับปรุงความเรียบของพื้นผิวและความแม่นยำในการผสมพันธุ์
-การประมวลผลปลอกวาล์ว: รูด้านในของปลอกวาล์วได้รับการประมวลผลโดยใช้การเจาะรูลึกและเทคนิคการขัดเงาเพื่อให้แน่ใจว่ามีระยะห่างการผสมพันธุ์ที่สม่ำเสมอและมั่นคงระหว่างรูด้านในและแกนวาล์ว โดยมีการควบคุมความคลาดเคลื่อนของระยะห่างภายใน 0.005 มม.
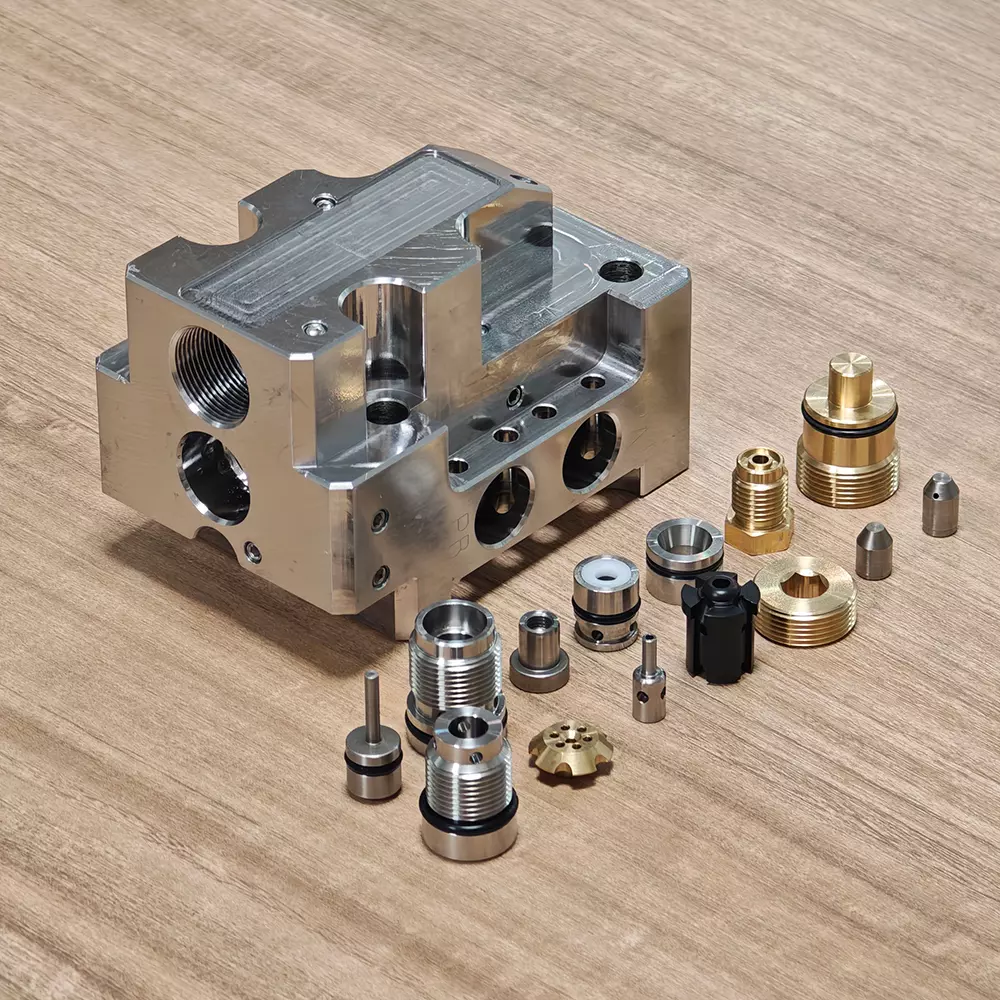
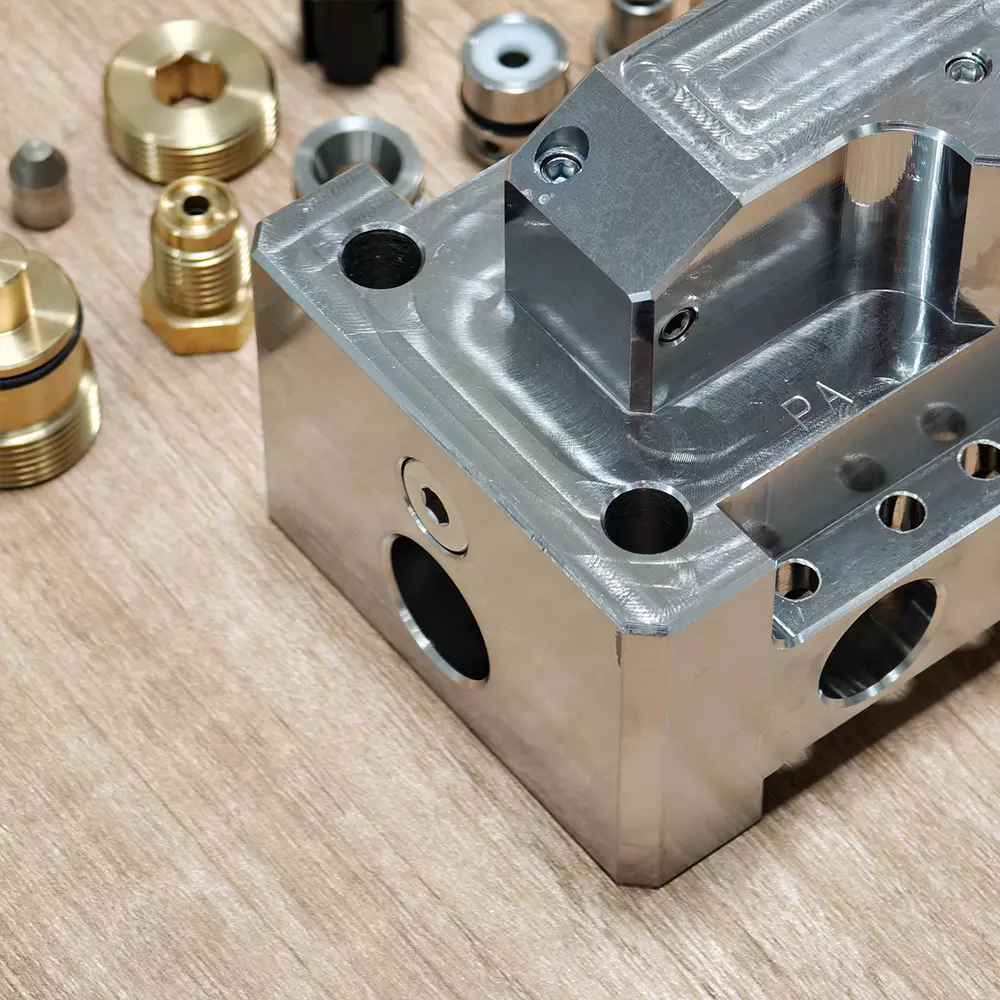
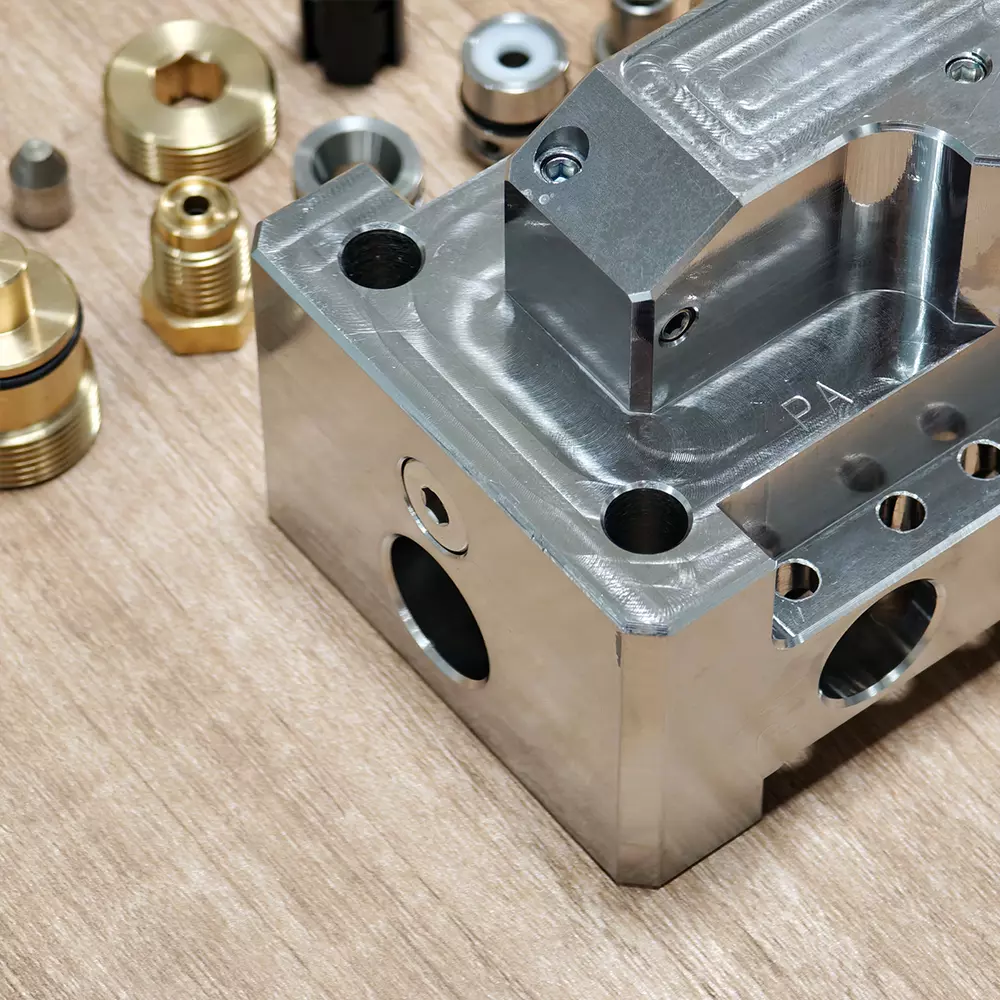
3. การประมวลผลบล็อกวาล์ว: แกนการรวมโมดูลาร์
สำหรับกลุ่มวาล์วควบคุมไฮดรอลิกแบบโมดูลาร์ เราใช้เทคนิคการประมวลผลบล็อกวาล์วที่ได้มาตรฐาน:
-หก-การเจียรละเอียดด้าน: ผ่านเครื่องเจียร CNC ทำการเจียรละเอียดบนพื้นผิวทั้งหกของบล็อกวาล์วเพื่อให้แน่ใจว่าพื้นผิวที่อยู่ติดกันมีความขนานกัน ≤ 0.03 มม. และตั้งฉากของพื้นผิวที่อยู่ติดกัน ≤ 0.05มม.
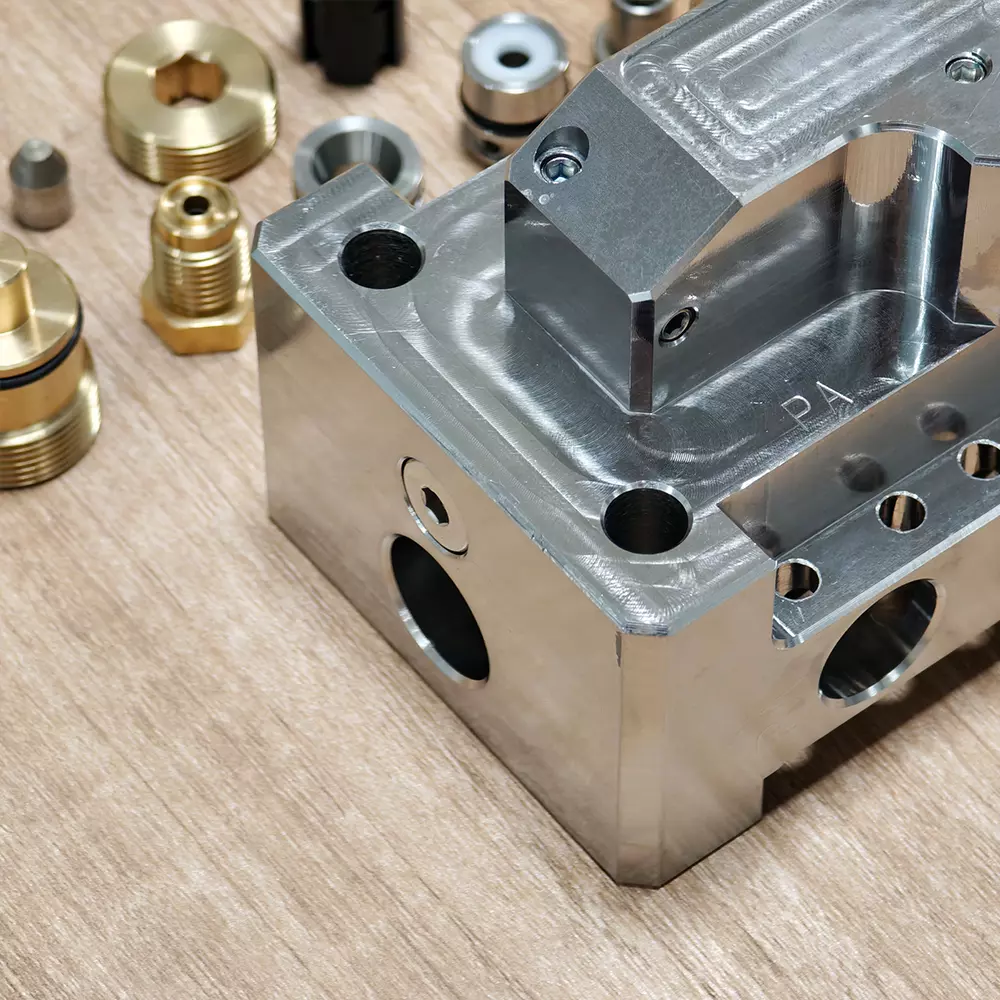
-การประมวลผลร่อง: ใช้เครื่องเจาะและต๊าป CNC เพื่อทำการประมวลผลรูเกลียวและปลั๊กให้เสร็จสิ้น-ในรูวาล์ว ฯลฯ บนบล็อกวาล์ว ความแม่นยำของเกลียวถึงเกรด 6H และข้อผิดพลาดตำแหน่งของรูคือ ≤ 0.02มม.
-การขัดและทำความสะอาด: ใช้การผสมผสานระหว่างความสูงสูง-ด้วยแรงดันน้ำและการทำความสะอาดอัลตราโซนิกเพื่อขจัดเสี้ยนและสิ่งสกปรกออกจากช่องการไหลภายในบล็อกวาล์วอย่างทั่วถึง ทำให้มั่นใจในความสะอาดของระบบไฮดรอลิกตรงตามมาตรฐาน NAS 8


การรักษาพื้นผิวและการป้องกัน: การยืดอายุการใช้งานของผลิตภัณฑ์
เพื่อเพิ่มความต้านทานการกัดกร่อนและความต้านทานการสึกหรอของวาล์วควบคุมไฮดรอลิก เราใช้กระบวนการเตรียมผิวหลายขั้นตอน:
-ตัววาล์ว: การบำบัดด้วยฟอสเฟตและการพ่นด้วยไฟฟ้าสถิตจะดำเนินการ โดยที่ความหนาของการเคลือบพื้นผิวจะสูงถึง ≥ 60 μม. สิ่งนี้สามารถต้านทานกรดได้-สภาพแวดล้อมพื้นฐานและรังสีอัลตราไวโอเลต
-แกนวาล์วและปลอกวาล์ว: ใช้การชุบด้วยไฟฟ้าฮาร์ดโครมหรือการบำบัดไนไตรด์ โดยมีความแข็งพื้นผิวสูงถึง HV800 หรือสูงกว่า เพิ่มความต้านทานการสึกหรอ 3 - 5 ครั้ง
-บล็อกวาล์ว: ช่องการไหลภายในผ่านการล้างด้วยกรดและการบำบัดด้วยฟอสเฟต ในขณะที่พื้นผิวด้านนอกผ่านการชุบสังกะสีหรือชุบนิกเกิลเพื่อป้องกันสนิมและการกัดกร่อนได้อย่างมีประสิทธิภาพ
การประกอบและการทดสอบ: การรับประกันประสิทธิภาพและความน่าเชื่อถือแบบคู่
1. Clean Workshop Assembly: การประกอบจะดำเนินการในห้องคลีนรูมที่มีระดับความสะอาด 10,000 ช่างเทคนิคมืออาชีพใช้อุปกรณ์ติดตั้งเครื่องมือพิเศษในการประกอบวาล์วควบคุมไฮดรอลิก:
-การทำความสะอาดส่วนประกอบ: ส่วนประกอบทั้งหมดจะถูกทำความสะอาดสามครั้งในเครื่องทำความสะอาดอัลตราโซนิก เพื่อให้แน่ใจว่าไม่มีสิ่งเจือปนบนพื้นผิว
-การประกอบที่แม่นยำ: การประกอบดำเนินการตามมาตรฐานสากล ISO 4401 ระยะห่างระหว่างแกนวาล์วและตัววาล์วคือ 100% ตรวจสอบโดยใช้ปลั๊กเกจเพื่อให้แน่ใจว่าการประกอบถูกต้องตรงตามข้อกำหนดการออกแบบ
-การตรวจจับซีล: พื้นผิวการซีลตัววาล์วได้รับการทดสอบโดยใช้เครื่องตรวจจับการรั่วไหลของมวลฮีเลียมสเปกโตรเมทรี โดยมีอัตราการรั่วไหลควบคุมต่ำกว่า 1×10^-7 ป·ม³/ส.
2. การทดสอบประสิทธิภาพเต็มรูปแบบ: หลังจากประกอบวาล์วควบคุมไฮดรอลิกแต่ละตัวแล้ว จะผ่านการทดสอบประสิทธิภาพอย่างเข้มงวด:
-การทดสอบแรงดัน: ต่ำกว่าแรงดันที่กำหนด 1.5 เท่า การทดสอบแรงดันจะดำเนินการเป็นเวลา 30 นาที โดยไม่มีการรั่วไหลหรือการเสียรูป


ก่อนหน้า: ไม่มีอีกต่อไป
ต่อไป: การกัดด้วยเครื่องจักร CNC แบบกำหนดเอง-กลึงชิ้นส่วนวาล์วไฮดรอลิกสแตนเลสวาล์วแกนวาล์วบ่า
สินค้าที่เกี่ยวข้อง
บล็อกที่เกี่ยวข้อง

เราไปที่เหมือง TTK ในเมืองซองกูดัก ประเทศตุรกี เพื่อทดสอบวาล์วควบคุมไฮดรอลิก
ยินดีต้อนรับ Mr.Nurullah จากตุรกีเพื่อเยี่ยมชมโรงงานของเรา